Мы уже рассказывали о том, что представляет собой конструкция Goodyear welted, а также описывали её преимущества. Теперь давайте углубимся в детали и рассмотрим основные этапы производства туфель и ботинок Goodyear welted.
На этапе кликинга (clicking) из больших кусков кожи вырезаются части верха будущих туфель и ботинок. Здесь важно использовать шкуру как можно более рационально. Маленькие кусочки, оставшиеся после вырезания больших, могут пойти, например, на броги. Из одной шкуры можно вырезать верх лишь для одной пары обуви (например, wholecuts от производителя, который выбирает только безупречные части шкуры), а можно и для четырех пар (например, если речь идёт о брогах — в том числе и от такого именитого бренда, как Crockett Jones).

Вырезание частей верха происходит при помощи выкроек из плексиглаза или другого материала. Раскрой может производиться как с помощью автоматизированного оборудования, так и полностью вручную, с помощью специального ножа — кликера (так, Crockett & Jones и Cheaney раскраивают кожу полностью вручную). На каждой фабрике существует огромное число выкроек, так как там очень много моделей, причём каждая производится более чем в десятке размеров, а иногда и в нескольких вариантах полноты.
Следующий этап — клоузинг (closing), в ходе которого части верха сшиваются на швейных машинках, управляемых вручную. Кроме того, сотрудники соответствующего отдела фабрики сшивают вместе верх и подкладку, а также занимаются декорированием частей верха, если оно необходимо (в случае с брогами, например).

Декоративную перфорацию на туфлях и ботинках Goodyear welted обычно делают с помощью специальных машинок, управляемых вручную, и это требует очень большой сосредоточенности и аккуратности. Некоторые операции могут выполняться полностью вручную (например, полукруговой шов на высококачественных мокасинах).
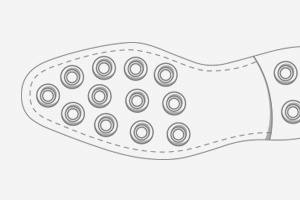
Для того чтобы туфли или ботинки приняли должную форму, верх натягивают на колодку. Традиционный вариант предполагает использование деревянных колодок, а также молотка и множества гвоздиков, которыми кожа прибивается к колодке. Работник фабрики, который делает эту процедуру, именуется ластером (laster), а сама операция называется ластингом (lasting). Молоток, который использует ластер, часто намагничивается, чтобы облегчить манипуляции с маленькими гвоздиками.

Стоит заметить, однако, что сегодня колодки чаще изготавливаются из пластика, а ластинг обычно делается с помощью не молотка и гвоздиков, а специальных машин — это занимает меньше времени. Иногда встречается сочетание обоих методов (например, у John Lobb в случае с готовой обувью / ready-to-wear). Bespoke обувь предполагает полностью ручной ластинг.
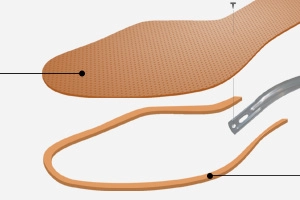
Следующий важный этап — подготовка внутренней подметки (по-английски — insole). Подметка вырезается из кожи по специальным лекалам (на фабриках — с помощью управляемой вручную машины). После этого к подметке приклеивается текстильный гребень.

В случае с более дорогой обувью типа hand-welted гребень вырезается в самой подметке, что занимает больше времени и требует использования более толстых подметок.
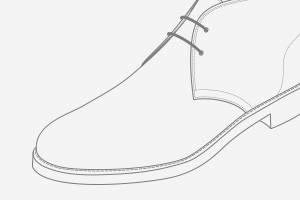
После того, как подметка и верх готовы, они соединяются друг с другом с помощью ранта и машины Goodyear. Рант (welt) — это узкая полоска кожи; одним швом она сшивается с верхом и с гребнем внутренней подметки (кожаным или текстильным).

Этот этап по-английски называется welting (а если речь идёт про обувь типа hand-welted, когда вышеупомянутый шов выполняется иглой с нитью — to hand-welting).
После описанной выше операции внутреннюю подметку покрывают слоем пробкового материала, часто в смеси со смолой или иным связывающим веществом (гораздо реже — пробковые «брикеты»). Затем сверху помещают внешнюю подошву (outsole или просто sole) и сшивают её с рантом с помощью машины. Эта операция по-английски называется soling. В случае с туфлями полностью ручной работы она выполняется вручную, иголкой с нитью.



После установки подошвы необходимо прикрепить к ней каблук. В случае с классическими туфлями и ботинками он состоит из нескольких слоев, в качестве материалов для которых могут использоваться резина, кожа и кожкартон. На последнем слое кожи обычно присутствует резиновая вставка — rubber tip (но иногда последний слой — тот, который соприкасается с полом — бывает полностью резиновым — как на туфлях Loake линейки Shoemaker, например). Слои каблука скрепляются друг с другом и с подошвой клеем и гвоздиками.
Когда подошва прикреплена к туфлям, они уже почти готовы, однако на этапе финишинга они ещё могут проходить несколько важных процедур. Так, внешняя подошва должна быть подогнана под очертания колодки и туфель, должен быть обработан (окрашен) край подошвы, отполированы верх и подошва. Кроме того, часто подошва и каблук вручную окрашиваются, а внешняя сторона подошвы, равно как и её верхний край, может обрабатываться зубчатыми колесиками — вручную или на специальных машинах.

Наконец, на подошвы ставятся штампы производителя, а внутрь ботинок вставляются стельки (впрочем, иногда штамп ставится на подошву ещё до её крепления к туфлям).
В самом конце производственного процесса туфли проверяются на отсутствие дефектов, зашнуровываются и упаковываются в коробки.



Режим работы:
пн-пт: 11:00–21:00
сб-вс и праздники: 11:00–19:00
Электронная почта:
mail@fineshoes.ru
Москва,
ул. Льва Толстого, дом 23/7c3, п. 3, 1 эт.
Режим работы:
пн-пт: 11:00–21:00
сб-вс и праздники: 11:00–20:00
Электронная почта:
mail@fineshoes.ru
Санкт-Петербург,
ул. Миргородская, д. 20